

球化剂,球墨铸铁行业的点石成金术
在汽车发动机缸体的机加工线上,闪烁着银灰色光泽的球墨铸铁件正被切削成型——这金属的蜕变奇迹,始于铸造车间铁水包里那场惊心动魄的“原子魔法”。

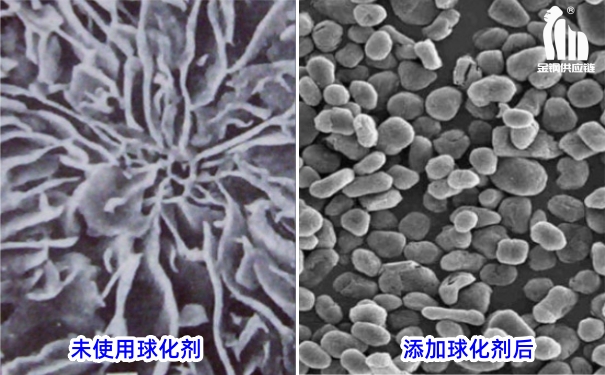
当工人将银灰色球化剂投入1600℃铁水的瞬间,翻滚的熔液骤然迸发出刺眼白光,碳元素在镁元素的召唤下放弃生成脆硬碳化铁,转而凝聚成圆润的石墨球。每吨铁水仅需1.2公斤的球化剂,却能让铸铁强度翻倍、韧性激增,而成分0.1%的偏差或粒度1毫米的错配,足以让高铁齿轮箱的寿命从百万转级跌入深渊。
一、点石成金的原子密码
(一)镁元素的致命舞蹈
当球化剂接触铁水刹那,镁原子在熔液中引爆三重革命:
夺硫先锋:Mg + S → MgS,清除阻碍石墨球化的硫毒(每0.01%硫需消耗0.025%镁);
晶格改造:镁蒸汽泡搅动铁水,破坏碳化铁生长路径;
球核制造:诱导碳原子以球状析出,某变速箱厂测试显示:镁含量<5.5%时石墨球化率从90%暴跌至60%。
但镁也是双刃剑:
沸腾危机:某厂因残留镁量超0.06%,铁水喷溅烫伤工人;
衰退陷阱:江苏企业浇注延时8分钟,球化率衰减40%致整批齿轮报废。

(二)稀土元素的幕后操控
现代球化剂中,稀土(铈、镧)扮演关键辅助:
抗衰退卫士:铈形成Ce₂O₂S保护膜,将有效作用时间延长50%;
杂质清道夫:镧结合铅、钛等痕量破坏元素;
成分黄金律:
风电铸件:Mg6Re2(镁6%+稀土2%),抗拉强度突破600MPa;
薄壁件:Mg7Re1(镁7%+稀土1%),避免冷隔缺陷;
河北某厂误用高稀土球化剂,导致石墨球畸变成蠕虫状。
二、战场全图景:从汽车到核电的征服之路
(一)汽车心脏的守护者
在发动机曲轴铸造线上,1-3mm球化剂颗粒被压入铁水包底部:
堤坝法工艺:覆盖层厚度≥15cm,防止镁提前逃逸;
秒级反应:3秒内完成球化,某车企将球化率稳定至94%;
成本革命:较冲入法减少镁烧损30%,吨成本降200元。

(二)风电巨轮的脊梁
5MW风电主轴铸造现场,80-100mm大块球化剂悬吊在砂型中:
时间征服者:缓慢释放覆盖120分钟凝固周期;
抗衰退屏障:心部球化率>85%(传统工艺仅65%);
某能源集团实测:主轴疲劳寿命突破2000万转大关。
(三)核电站的钢铁血管
核电主管道采用特制低镁球化剂(Mg4.5Re3):
纯净度管控:锑、铅含量<0.001%,避免中子辐照脆化;
零沸腾设计:加入速度≤0.5kg/s,防止剧烈反应;
“华龙一号”项目因球化剂铝超标0.008%,焊缝探伤不合格。
三、生死雷区:0.1%成分偏差的代价
案例一:山东某厂采购劣质球化剂:
稀土不足1.2%,衰退速度加快3倍;
浇注后期石墨蜕变为片状;
200件齿轮箱在台架测试中崩齿。
案例二:河南企业自行破碎块体:
粉末率超15%,加入时剧烈喷溅;
镁吸收率不足60%;
整炉铁水球化失败报废。
成分红线:
镁含量波动:±0.3%→球化率变化15%
稀土配比:风电件Re≥1.8%,薄壁件Re≤1.2%
致命杂质:铝>0.5%引发气孔,钛>0.04%导致碎块石墨
四、进化之路:从经验到精准的跃迁
(一)智能工艺革命
在线热分析仪:实时监测球化率,精度达±2%;
自动加料机器人:加入速度误差≤50克/秒;
某数字化铸造厂:球化不良率从3.5%降至0.2%。
(二)材料科学突破
复合球化剂:镁+钙+钇组合,抗衰退性提升80%;
纳米涂层颗粒:硅壳包裹镁核,减少烟尘90%;
某军工项目应用涂层球化剂,车间PM2.5浓度下降70%。

结语:铁水中的星球创造者
当辽宁某铸造厂总工在电子显微镜下观察球墨铸铁时,他看到的不仅是完美的石墨球,更是一场惊心动魄的原子重组——镁元素在铁水中强行扭转碳原子的排列意志,稀土元素筑起抗衰退的壁垒,最终将脆硬的生铁转化为强韧的工程材料。那些银灰色的球化剂颗粒,以精准的成分配比和工艺控制,在铁水凝固的瞬间完成金属基因的重编程。从飞驰的高铁到旋转的风机,从深海的管道到寰宇的飞船,球墨铸铁的星球世界里,球化剂始终是沉默的造物主。


